Grain Direction In Sheet Metal Bending
Bending Basics The Fundamentals Of Heavy Bending

Understanding Grain Structure And Direction When Plate Bending

Metal Grain Direction What You Need To Know Aaa Air Support
Sheet Metal Design Guidelines How To Design Good Sheet Metal Parts

Tech Tip Sheet Metal Grain Direction Designpoint Blog

Material Grain Size Matters In Sheet Metal Bending Stam
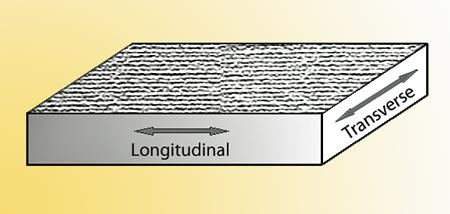
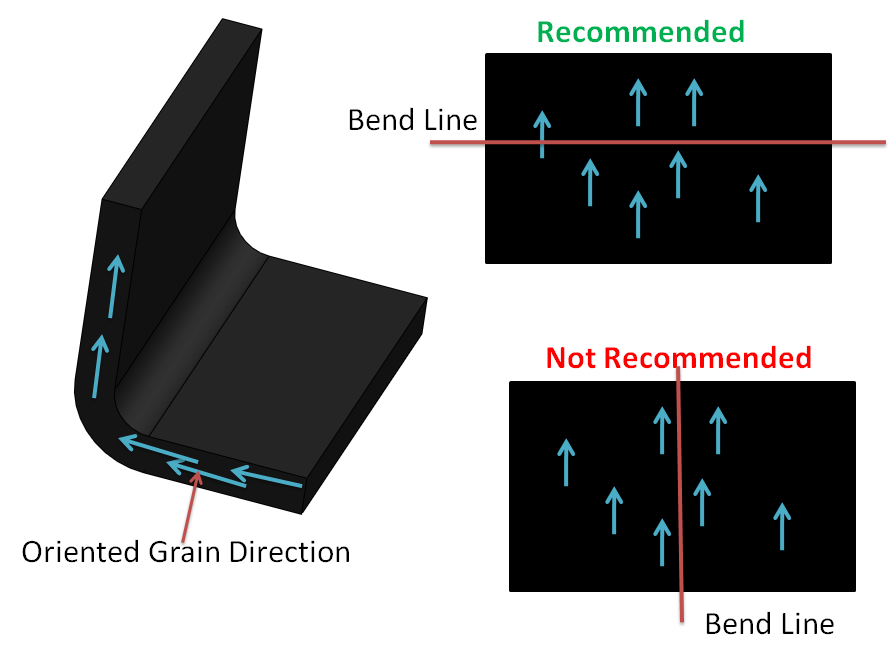
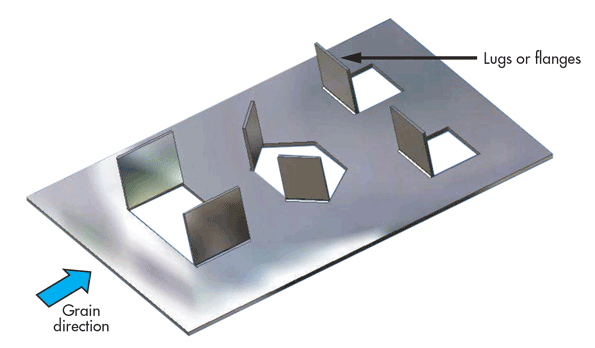
Working with grain direction.
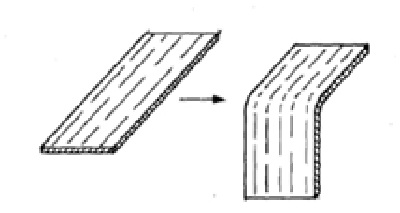
Grain direction in sheet metal bending.

Sheet Metal Operation

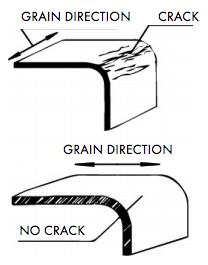
5 Cracking Results When The Direction Of Bending Is Parallel To The Download Scientific Diagram
What Is Metal Stamping Esi Engineering

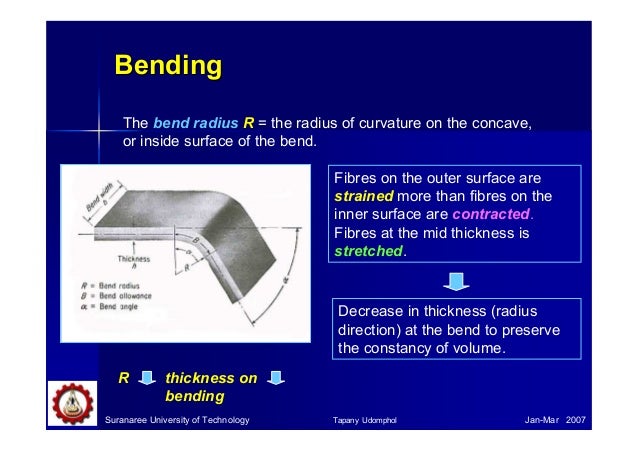
Chapter 4 Bending Main Contents Deformation Process Of Bending Ppt Video Online Download

Sheet Metal Bend Direction

5 Tips For Avoiding Sheet Metal Deformation Wiley Metal
Three Factors For Bending Steel Plate The Chicago Curve
What Sheet Metal Shops Wish You Knew Reasonable Tolerances Grain Direction And The Base Flange
Following Dfm Guidelines For Working With Sheet Metal Machine Design

Influence Of Rolling Directions On Microstructure Mechanical Properties And Anisotropy Of Mg 5li 1al 0 5y Alloy Sciencedirect

Video Tech Tip Master Solidworks Sheet Metal Grain Direction Youtube
Https Www Jstor Org Stable 24950486

Grain Coil Direction Annotation In Solidworks Youtube

Minimum Bend Radius Calculator In Sheet Metal Or Plate
Http Www Theartofpressbrake Com Wp Content Uploads 2015 01 29 Bending Variables Pdf

Mechanical Design Tutorial Sheetmetal Design

Rolling Direction Of An Aluminium Plate

3 D Cad Handling Imported Data During Sheet Metal Design
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsiqvlupbxaqt4auezt3tznunxbxmnl1iccgyudo Iy Aggr2 Q Usqp Cau

Elements Of Bend In 2020 Metal Bending Tools Metal Bending Bend

The Sheet Metal Stretch Bending With Bending Radius R Die A The Download Scientific Diagram
06 Sheet Metal Forming

Solidworks Sheet Metal Tutorial Hopper Youtube Sheet Metal Drawing Sheet Metal Metal Sheet Design
Pdf Factors Affecting On Springback In Sheet Metal Bending A Review
Source : pinterest.com
